{kind=link}
Cryogenic Valves Manufacturers
VALVE Categories
Contact Us
sales@tycovalve.com+86-15961836110108 Meiyu Road, Xinwu District, Wuxi, ChinaIt is suitable for valves suitable for medium temperature -40℃~-196℃, called Cryogenic Valves, be treated at low temperature or use special materials

Gear Operated Cryogenic Butterfly Valve Flange Triple Offset
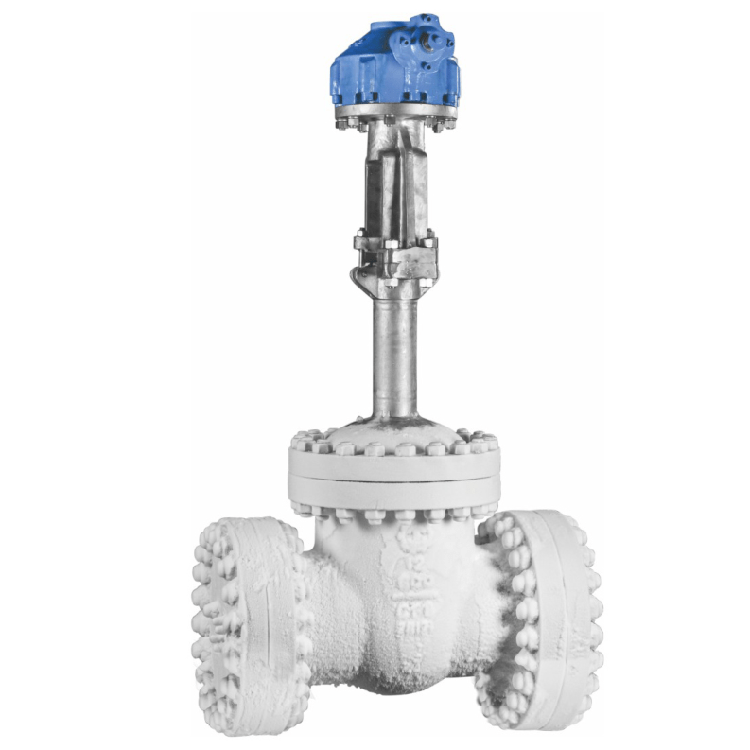
ultra Cryogenic flange high pressure gate valve
ASIAV Cryogenic Valves Series
Product specifications and design parameters:
1. Pressure rating: 150, 300, 600Lb, 900lb, 1500Lb (45MPa).
2. Valve diameter: 15 ~ 1200 mm (1 / 2 ~ 48 “).
3. Connection form: flange type, welding type and thread.
4. Valve materials: LCB, LC3 and CF8.
5. Working temperature: – 46 ℃, – 101 ℃, – 196 ℃, – 253 ℃.
6. Applicable media: liquefied natural gas, ethylene, propylene, etc.
7. Driving mode: manual, bevel gear transmission and electric.
Low temperature valve standard and product structure:
1. Design: API6D, JB / t7749
2. Routine inspection and test of valves: according to API598 standard.
3. Low temperature inspection and test of valves: as per JB / t7749.
4. Driving mode: manual, bevel gear drive and electric drive device.
5. Valve seat form: the valve seat adopts welded structure, and the sealing surface is overlaid with cobalt based hard alloy to ensure the sealing performance of the valve.
6. The ram is of elastic structure, and the pressure relief hole is designed at the inlet end.
7. The valve body of one-way sealing valve is marked with flow direction mark.
8. Low temperature ball valve, gate valve, globe valve and butterfly valve adopt long neck structure to protect packing.
9. Ultra low temperature ball valve standard: JB / t8861-2004.
Low temperature valve material selection:
1. The valve body and bonnet are LCB (- 46 ℃), LC3 (- 101 ℃), CF8 (304) (- 196 ℃).
2. Ram: stainless steel surfacing cobalt based hard alloy.
3. Valve seat: stainless steel surfacing cobalt based hard alloy.
4. Valve stem: 0Cr18Ni9.
Low temperature valve manufacturing and testing:
Strict manufacturing process and special equipment are developed for the low-temperature valves produced, and strict quality control is carried out for the processing of parts. After special low-temperature treatment, the rough machined parts are placed in the cooling medium for several hours (2-6 hours) to release the stress, ensure the low-temperature performance of the material, ensure the finishing size, and prevent the leakage caused by the deformation of the valve due to the temperature change under the low-temperature working condition. The assembly of the valve is different from that of the ordinary valve. The parts need to be strictly cleaned to remove any oil stain to ensure the service performance.
Low temperature valve test equipment:
1. Low temperature valve test device
2. Liquid nitrogen storage device
3. Low temperature treatment tank
4. Low temperature test bench to ensure the performance of the valve under low temperature conditions
5. Others
Low temperature valve test and inspection:
The main parts of low-temperature valves shall be subject to low-temperature treatment and low-temperature impact test shall be conducted for each batch of samples to ensure that the valves are not brittle under low-temperature conditions and can withstand low-temperature medium impact.
Perform the following tests on each valve:
1. Normal temperature shell strength test;
2. Sealing test at normal temperature and low pressure;
3. Normal temperature and low pressure sealing test;
4. Low temperature upper seal air tightness test (with upper seal);
5. Low temperature gas seal test, etc. to ensure that the whole low temperature valve meets the requirements of the standard;
6. Conduct low-temperature treatment for main parts and components and conduct low-temperature impact test for each batch of samples to ensure that the valves are not brittle under low-temperature conditions and can withstand low-temperature medium impact;
7. Low temperature (cryogenic) valves shall be subject to low temperature treatment and impact test according to corresponding material specifications;
8. The electrostatic function is more powerful. The conduction resistance between the valve body and the valve stem or between the internals and the valve body is less than 1 ohm.